


金刚石绳锯机的使用方法
1.锯切方法与工艺< 使用串珠式金刚石绳锯石机开采石材,其锯切方法有环式锯切法和下压式锯切法两种。这两种方法所用机具、使用条件与工艺各有所不同。
(1)环式锯切法< 此法亦称套索锯切法。其实质是:结成环状的串珠式金刚石绳围包着被锯切的岩石,借助于金刚石锯机驱动绳轮转动与移动两种运动,牵曳串珠式金刚石绳切割岩石。切割曲线长度、曲率半径由大而小在变化。此法既适用于工作面的开采切割,也可进行石材分割后的整形切割。< 此法在作业过程中仅为串珠式金刚石绳锯单独应用。在进行工作面的开采切割时,可作垂直、水平的两种切割。在进行垂直切割时,既可进行机器站立水平以上正前方切割,亦可进行机器站立水平以下正前方向的切割。
环式锯切法的工艺为:
穿孔-套索-锯切。穿孔:在锯切工作面设计的位置上先行穿孔,若是垂直锯切要穿一个垂直、一个水平互为直角且相贯通的孔。孔径为40-70mm。垂直孔可用钻机进行,水平孔则要用水平导槽式凿岩机,该机可穿略高于地面的孔,可利用设备上的标杆确保与垂直孔准确贯通
套索:当两个穿绳孔贯通后,将串珠式金刚石绳穿入垂直孔,从水平孔中以金属钩掏出,将串珠式金刚石绳对接成无极环状,套在金刚石锯机的驱动轮上。将金刚石绳索撑开,使二个导向轮与两个贯通的孔应在同一平面上,方向正确,不能偏斜。
锯切:按照操作要求和步骤进行锯切作业。
(2)下压式锯切法< 此法亦称压索锯切法。其实质是串珠式金刚石绳由锯机的驱动绳轮带动运转,借助于多用钻机或切割工作立柱之压绳轮,在孔中下压绳索实现锯切进给。切割曲线被工作面长度限定。其长度、曲率半径变化不是十分悬殊,被切割的岩石处于串珠式金刚石绳之下方。此法只适用于工作面的开采切割,不能进行石材分割后的整形切割。<此法在作业过程中必须与多用钻机或切割工作立柱配合使用。且只能进行垂直切割。根据其配用的机具不同,可有如下几种方式:
1.与一台多用钻机或切割工作立柱配合切割< 当切割台阶前面场地开阔,适宜安置金刚石锯机,工作台阶上只须钻一个孔,即可与钻机配合进行切割。当矿体具有天然层理面时,使用此法更为合适。
2. 与二台多用钻机或切割工作立柱配合切割<当台阶长度足够,须锯如平行于台阶坡顶线的切割面时,可配用二台钻机工作。此时钻机与锯机成一直线布置。如无堑沟则须钻二个孔,安装两台钻机即可配合工作。如有堑沟,即可将钻机(或切割工作立柱)置于堑沟中,即可配合工作。下压式锯切法其工艺为:钻孔-锯切。由于此法只须穿垂直孔,不需穿水平孔,故无穿索工艺。
2.操作技术
(1)切割曲线弧度的控制当采用环式切割时,切割曲线长度、曲率半径由大而小地不断变化,绳索的弯曲应力也随之而变。联想而及,钢绳的弯曲应力与卷筒直径和钢绳直径之比有关。用卷筒直径D与钢绳直径d之比,即D/d <=60时,随着 D/d的减小将引起钢绳弯曲应力的急剧增大。对串珠式金刚石绳而言,其直径为4-5mm,尽管在金刚石锯机设计中,已考虑到绳索的柔性和弯曲应力的最大值。但锯切过程中岩石的尖锐棱角、坚硬的包裹体等与绳索接触时难免会产生较大的冲击应力,尤其是在切割曲线弧度很大时,绳索的过大弯曲将使弯曲应力急剧增加。这将导致断绳事故的发生。断绳之后,将使五个串珠散落丢失,增加开采成本。为此,切割曲线弧度的合理控制有着重要的意义。
通常可采取如下措施:
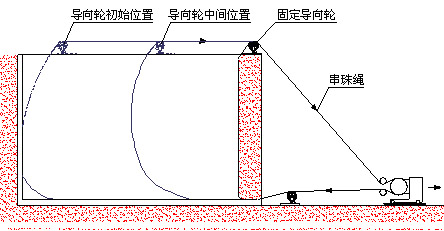
在垂直切割巨大岩体时,应先将岩石的尖锐棱角加以处理;套索时让绳索由锯机驱动绳轮出来后,自然张开通向岩体顶部,锯机前上部导向轮堑可不用。。在水平锯切时,初期阶段绳索围包着四个棱角,可增加一个辅助导向轮将绳索张开,减小钢绳弯曲应力的增大。当锯切面距岩石边缘30cm 左右时,应停止锯切,以免绳索因弯曲半径过小弯曲应力增加,使用寿命缩短。锯机与工作面的初始距离,能以张紧锯索为度,但不宜过度张紧,以免启动时困难和损坏串珠。
(2)进给速度的控制进给速度对锯切效率和串珠的磨耗量有着很大关系。而进给速度与锯机驱动绳轮线速度和其在导轨上后移速度有关。绳索的张紧程度保证了锯割时的必须压力,在保证锯割压力前提下,还应考虑钢绳的应力的增加,应力过大时钢绳易断。因为锯割压力的增加必然增大钢绳的牵引力。在锯割压力恒定时,增大钢绳的牵引速度,能提高锯切效率,也会增加钢绳的应力。反之,锯割压力太小时,切割效率也小,也是不可取的。绳索线速度对锯切效率有很大影响,速度大切割力大,则锯切效率高。但过大会使冷却条件不好,反而又使功耗增大、金刚石过快磨损、温度升高。因此有个合理速度。这与锯机性能、绳索质量、石材硬度等因素有关。并且在不同的锯切阶段速度也有所不同。通常开始锯切阶段,进给速度为正常进给速度的3/4,当锯缝深达100mm 以上,锯切曲线比较圆滑时,即可增加进给速度达到正常值。锯切结束阶段速度应降低。操作时密切监视控制仪表。使压力值处于锯切的最佳状态,对于电子自控金刚石锯机,可实现自动控制,工作是比较可靠的。
(3)给水量的控制锯切过程中要不断给水,给水除起着冲刷、排除锯缝中泥浆的作用外,还起着冷却金刚石绳以提高使用寿命的作用。因为金刚石是碳元素组成的,受热会使其物理性能降低,当温升达950摄氏度左右时,它即被氧化(细粉金刚石燃烧可生成二氧化碳),失去锯切能力。所以冷却水足够量及其正确供给是提高锯切质量,降低绳索磨损的重要保证。冷却水一般每分钟不少于15L,水的质量也很重要,最好使用无沉淀物的软水,特别是在锯切能产生粘着性磨蚀性泥浆的石材更应如此。加水时,应使水流从入绳方向对着锯缝注入。
3.维护与保养
1)定期检查锯索的接头及其他部件的完好情况,驱动绳轮导轨应保持清洁,及时用汽油擦洗,不必使用润滑油,以免岩粉粘附。
(2)每四个月换油一次。
(3)定期进行检修,半年小修一次,两年大修一次。
一点工作经验和大家一起来交流,请大家多提宝贵意见!